In the rapidly changing landscape of global industrial manufacturing, securing cost-effective tooling solutions has transitioned from a tactical cost-saving method to a critical strategic move. Industrial manufacturers in fields like automotive assembly, precision aerospace engineering, and medical device manufacturing face consistent demands for high accuracy while contending with volatile material costs and complex global supply chains.
To remain competitive, organizations must look beyond the initial purchase price of cutting tools, turning inserts, and milling heads. They must optimize their Total Cost of Ownership (TCO). This white paper analyzes the performance metrics of the top ten cost-effective tooling solution manufacturers globally, highlighting how regional advantages—specifically the industrial clusters in China—drive down manufacturing costs without compromising on engineering standards. Additionally, we address the critical role of compliance, localization, and robust supply chain logistics in mitigating procurement risks.
2. Key Trends Driving the Industrial Tooling Sector
Sub-Micron Substrates
Modern milling cutters and endmills rely on sub-micron and nano-grade carbide substrates. This microstructural advancement ensures high hardness and structural integrity, preventing micro-chipping during high-feed milling processes.
Advanced CVD & PVD Coatings
Tooling surface treatments, such as Chemical Vapor Deposition (CVD) and Physical Vapor Deposition (PVD) diamond coatings, significantly improve oxidation resistance and reduce friction coefficients, resulting in extended tool service life.
Custom Geometries
With the rise of multi-axis CNC machines, cutting tools are being designed with variable helix and pitch angles to minimize harmonic vibration, improve chip evacuation, and deliver superior surface finishes.
35%
Reduction in Cycle Times
3.2x
Longer Tool Life via CVD
ISO 9001
Certified Quality Audits
50+
Global Distributing Hubs
3. Cutting Material Performance and Applications Matrix
Selecting the appropriate tooling material requires a balanced analysis of thermal stability, hardness, and wear resistance. Below is a comparative breakdown of key substrates used in cost-effective industrial manufacturing.
Material Substrate
Hardness (HV)
Max Temp (°C)
Ideal Application Scenarios
Cost-to-Performance Ratio
High-Speed Steel (HSS)
800 - 1000
600°C
Low-speed threading, general maintenance tapping, short-run drilling operations.
Low initial cost; shorter tool life in abrasive materials.
Solid Carbide (Sub-micron)
1600 - 1800
1000°C
High-speed milling of carbon steels, stainless alloys, and precision components.
Excellent. High material removal rate (MRR) balances the initial cost.
CVD/PVD Diamond Coated
8000 - 9000
700°C
Highly abrasive materials, non-ferrous alloys, carbon fiber (CFRP), and graphite.
Premium cost; delivers exceptional ROI in specialized high-volume production.
Titanium Coated Carbide
2200 - 2500
1100°C
Heavy-duty metal cutting, die steel milling, and aerospace alloy machining.
Highly cost-effective for medium to heavy industrial operations.
4. The Strategic Advantage of Chinese Tooling Supply Chains
For global procurement teams, sourcing from China-based manufacturers like Dongguan Carto Tool Co., Ltd. offers significant economic and operational advantages. Rather than simply relying on lower labor costs, China's edge stems from a robust and integrated manufacturing ecosystem.
Clustered Raw Materials
Industrial hubs like Dongguan enjoy direct proximity to premium powder metal suppliers and high-purity tungsten carbide producers. This localized access reduces raw material lead times and stabilizes pricing during market fluctuations.
Advanced Production Lines
Chinese manufacturers have heavily invested in high-precision grinding centers, such as Walter and ANCA CNC machines, and specialized thin-film coating reactors. This level of automation ensures tight tolerances (±0.005mm) across large production volumes.
Integrated Logistics Network
Proximity to key deepwater ports, including Shenzhen and Guangzhou, coupled with streamlined export clearances, ensures rapid global dispatch. This allows international buyers to optimize their inventory holdings.
5. Localized Application Scenarios & Engineering Case Studies
To understand the real-world value of cost-effective tooling, we examine three specific industrial application scenarios where optimized carbide tools and custom configurations deliver performance improvements:
In automotive brake and fuel assembly manufacturing, producing hydraulic adapters requires consistent tolerances and smooth finishes to prevent high-pressure leaks. Using premium stainless steels (such as SUS316) can lead to rapid work hardening, which quickly wears down standard cutting tools.
By deploying specialized sub-micron carbide endmills with customized rake angles and TiAlN coatings, manufacturers can maintain a constant cutting velocity (Vc = 120 m/min). This approach prevents material adhesion, resulting in a 45% increase in tool life compared to general-purpose tooling.
Aerospace components demand strict adherence to aerospace standards and high material removal rates (MRR) without inducing thermal stress. Machining alloys like Titanium (Ti-6Al-4V) requires tooling with high thermal conductivity to dissipate heat away from the workpiece.
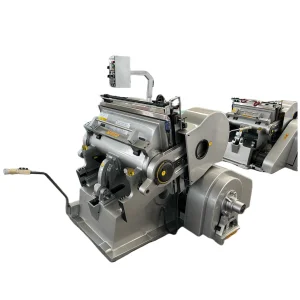
Utilizing rigid CNC flatbed lathe systems paired with custom carbide inserts containing optimized chip-breaker patterns allows for controlled heat dispersion. This setup ensures the structural integrity of the aerospace components remains unaffected by thermal stress.
Scenario C: High-Volume Production of Gate Valves
For industrial valves, speed and consistent quality are critical. The implementation of a dedicated rotary transfer system allows for simultaneous multi-axis machining, drilling, and threading.
Equipping these stations with high-precision CNC tooling solutions reduces single-part processing time to under 45 seconds, while keeping scrap rates below 0.1%.
6. Company Profile: Dongguan Carto Tool Co., Ltd.
Established as a dedicated manufacturing entity, Dongguan Carto Tool Co., Ltd. has evolved into a key player in the industrial cutting tool sector. The company specializes in manufacturing high-performance cutting tools, CNC machining components, milling systems, and advanced metal cutting solutions.
Over its operational history, Carto Tool has transitioned from a localized tool workshop into an integrated manufacturer with robust R&D, advanced production facilities, and strict quality control systems. In its early phases, the company focused on supplying basic milling and turning cutters to regional machine shops. As China's manufacturing sector advanced toward high-precision engineering, Carto Tool expanded its focus, developing CNC-compatible tooling designed to meet strict international standards.
To support these capabilities, the company invested in carbide material research, optimized cutting edge geometries, and advanced coating technologies. By incorporating modern production lines and precise grinding equipment, Carto Tool ensures stable performance and reliable tool life across varied operating conditions. Today, the company serves international clients in the automotive, aerospace, and electronics sectors, delivering cost-effective tooling solutions for high-speed and heavy-duty machining.
Production Facilities & Quality Control Showcase
A look inside our advanced manufacturing facility, showing precision grinding, testing systems, and quality control lines:
7. Global Compliance, Localized Technical Support & Risk Mitigation
Procuring industrial tooling from international manufacturers requires addressing regulatory compliance, engineering alignment, and local support services. Responsible manufacturers implement clear protocols to ensure reliable operations:
Compliance Certifications: Leading manufacturing operations align with international quality management frameworks, maintaining ISO 9001 certifications. This ensures traceability of raw materials and standardized manufacturing processes.
Environmental Standards: Products are manufactured in compliance with environmental and hazard regulations, including RoHS (Restriction of Hazardous Substances) and REACH directives. This is crucial for seamless entry into European and North American markets.
Localized Engineering Support: To resolve technical issues quickly, established manufacturers collaborate with regional distributors and local application engineers. This enables quick troubleshooting of feed rates, speeds, and tool paths directly at the customer's facility.
Supply Chain Backup: To guard against logistical disruptions, manufacturers coordinate with multiple shipping carriers and maintain regional warehouse hubs. This approach minimizes delivery delays for critical tooling replacements.
8. Technical FAQ & Procurement Troubleshooting
Q1: How can we determine the Total Cost of Ownership (TCO) for cutting tools?
Evaluating tooling costs solely on purchase price can lead to higher overall operational expenses. Total Cost of Ownership (TCO) is calculated by assessing initial tool cost, tool service life (measured in parts produced per edge), tool changeover times, and machine cycle times. A tool that costs 30% more but lasts twice as long and allows for higher feed rates will yield a lower TCO by reducing downtime and increasing overall throughput.
Q2: Why is sub-micron carbide substrate preferred over standard carbide?
Sub-micron carbide substrates feature a finer tungsten carbide grain structure, which increases both transverse rupture strength and hardness. This combination provides excellent resistance to chipping and wear under mechanical stress, making it well-suited for high-speed machining and working with tough alloys.
Q3: What are the benefits of CVD diamond coatings for machining composite materials?
CVD (Chemical Vapor Deposition) diamond coatings provide a surface layer of crystalline diamond with exceptional hardness (up to 10,000 HV). This coating protects the underlying carbide tool from abrasive wear when machining materials like carbon fiber reinforced polymers (CFRP), G10 glass fiber, and abrasive graphite.
Q4: How do variable helix and variable pitch designs prevent tool chatter?
Tool chatter occurs when the cutting edges contact the workpiece at a constant frequency, causing harmonic vibration. Variable helix and pitch designs alter this contact interval. This variation disrupts the harmonic frequency, dampens vibrations, improves surface finish, and extends the life of the machine spindle.
Q5: What measures ensure consistent quality across large manufacturing batches?
Consistent quality is achieved by using automated CNC tool grinders (such as Walter or ANCA systems) paired with laser-based, in-process measurement. Additionally, implementing rigorous statistical process control (SPC) and carrying out final inspections on optical comparators ensure key tolerances are maintained across high-volume production runs.
Featured Precision Tooling Solutions - Selection II