




1 / 5

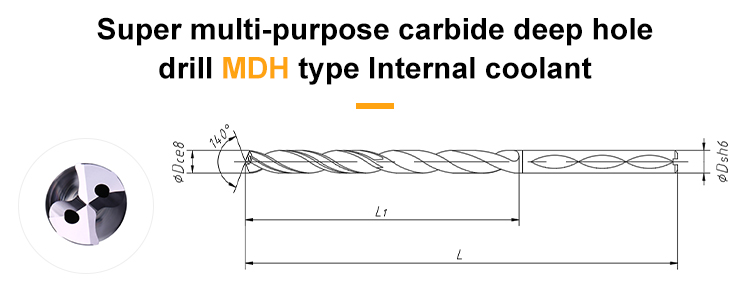
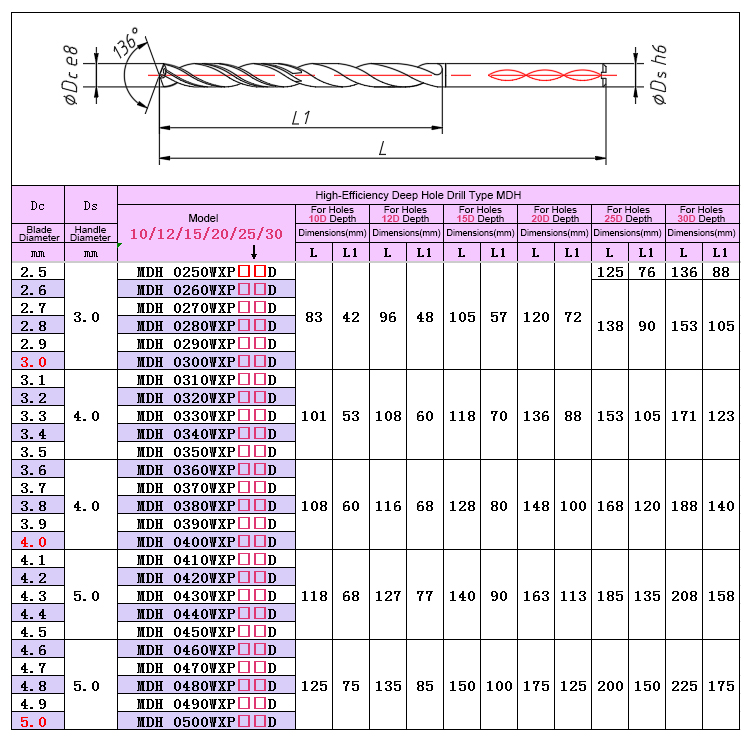
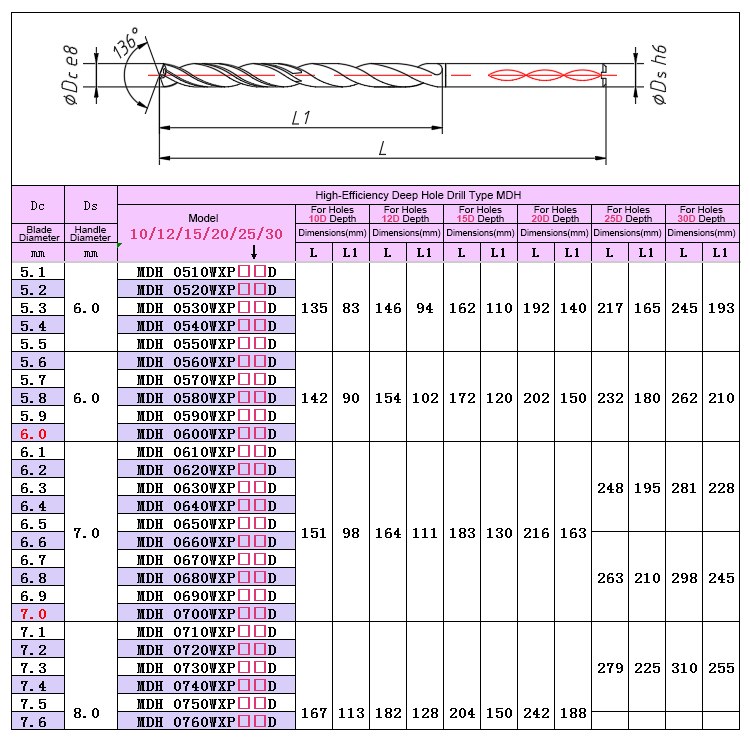
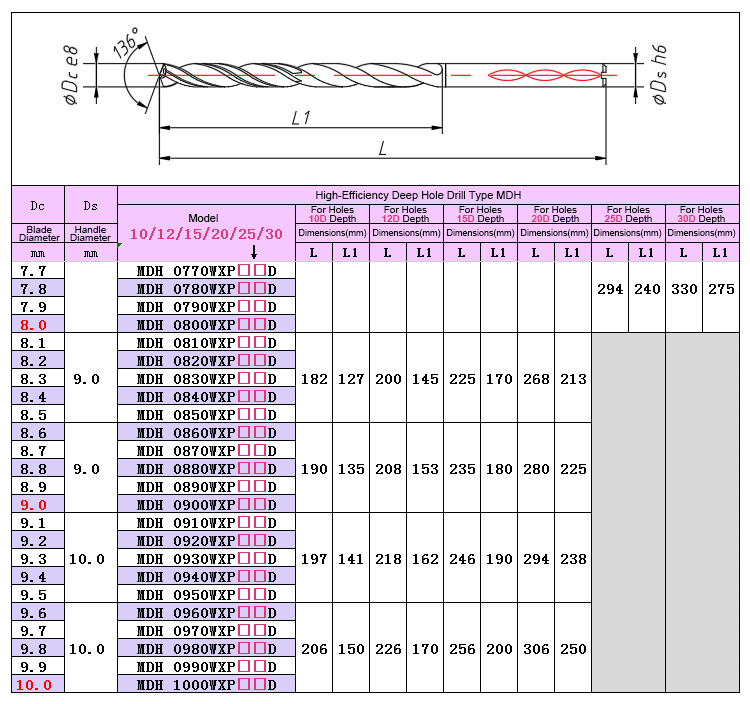
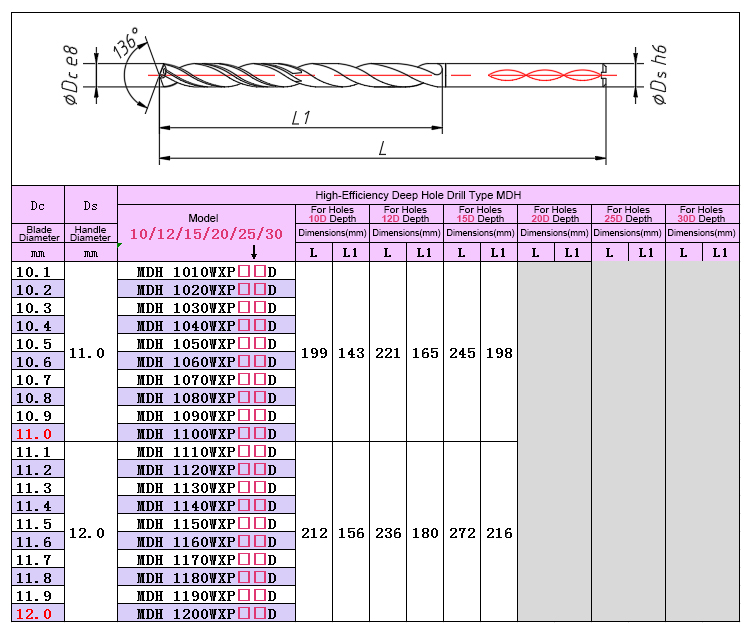

Product Name: Deep Hole Drill MDH Series
Product Coating: Special high lubricity and high wear resistance coating
Product Features: Further improves deep hole processing efficiency. Designed as a stable chip-discharging and high-strength deep hole processing drill.

| Work Material | Mild Steel / Low Carbon Steel SS400·S10C ~ 150HB ~ 500N/mm² |
Carbon Steel S35C·S50C ~ 210HB ~ 710N/mm² |
Alloy Steel SCM·SCr·SNCM 16 ~ 28HRC 710 ~ 900N/mm² |
Alloy Steel / Prehardened Steel (C≥0.3%) SCM440 28-34HRC 900 ~ 1060N/mm² |
||||
|---|---|---|---|---|---|---|---|---|
| Cutting Speed | 60-125m/min | 60-125m/min | 60-125m/min | 50-70m/min | ||||
| Drill Dia. (mm) | Speed (min-1) | Feed (mm/r) | Speed (min-1) | Feed (mm/r) | Speed (min-1) | Feed (mm/r) | Speed (min-1) | Feed (mm/r) |
| ~3 | 7500 | 0.06~0.12 | 7500 | 0.06~0.12 | 7500 | 0.06~0.12 | 6300 | 0.08~0.11 |
| ~4 | 6400 | 0.08~0.16 | 6400 | 0.08~0.16 | 6400 | 0.08~0.16 | 4700 | 0.1~0.15 |
| ~5 | 5800 | 0.1~0.2 | 5800 | 0.1~0.2 | 5800 | 0.1~0.2 | 3800 | 0.12~0.18 |
| ~6 | 4800 | 0.12~0.24 | 4800 | 0.12~0.24 | 4800 | 0.12~0.24 | 3100 | 0.14~0.02 |
| ~8 | 3600 | 0.16~0.28 | 3600 | 0.16~0.28 | 3600 | 0.16~0.28 | 2300 | 0.16~0.24 |
| ~10 | 2900 | 0.2~0.35 | 2900 | 0.2~0.35 | 2900 | 0.2~0.35 | 1900 | 0.18~0.27 |
| ~12 | 2400 | 0.24~0.42 | 2400 | 0.24~0.42 | 2400 | 0.24~0.42 | 1500 | 0.24~0.3 |
| Work Material | Mild Steel / Low Carbon Steel SS400·S10C ~ 150HB ~ 500N/mm² |
Carbon Steel S35C·S50C ~ 210HB ~ 710N/mm² |
Alloy Steel SCM·SCr·SNCM 16 ~ 28HRC 710 ~ 900N/mm² |
Alloy Steel / Prehardened Steel (C≥0.3%) SCM440 28-34HRC 900 ~ 1060N/mm² |
||||
|---|---|---|---|---|---|---|---|---|
| Cutting Speed | 60-125m/min | 60-125m/min | 60-125m/min | 50-70m/min | ||||
| Drill Dia. (mm) | Speed (min-1) | Feed (mm/r) | Speed (min-1) | Feed (mm/r) | Speed (min-1) | Feed (mm/r) | Speed (min-1) | Feed (mm/r) |
| ~3 | 7500 | 0.06~0.12 | 7500 | 0.06~0.12 | 5300 | 0.06~0.12 | 4200 | 0.08~0.11 |
| ~4 | 6400 | 0.08~0.16 | 5600 | 0.08~0.16 | 4400 | 0.08~0.16 | 3100 | 0.1~0.15 |
| ~5 | 5800 | 0.1~0.2 | 4500 | 0.1~0.2 | 3800 | 0.1~0.2 | 2500 | 0.12~0.18 |
| ~6 | 4800 | 0.12~0.24 | 3800 | 0.12~0.24 | 3200 | 0.12~0.24 | 2100 | 0.14~0.02 |
| ~8 | 3600 | 0.16~0.28 | 2800 | 0.16~0.28 | 2400 | 0.16~0.28 | 1500 | 0.16~0.24 |
| ~10 | 2900 | 0.2~0.35 | 2300 | 0.2~0.35 | 1900 | 0.2~0.35 | 1200 | 0.18~0.27 |
| ~12 | 2400 | 0.24~0.42 | 1900 | 0.24~0.42 | 1600 | 0.24~0.42 | 1000 | 0.24~0.3 |
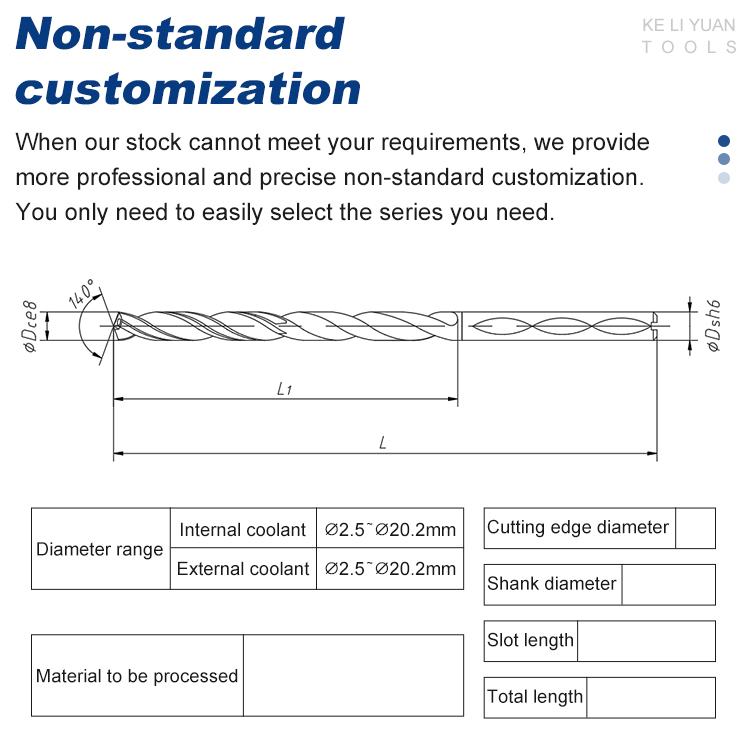
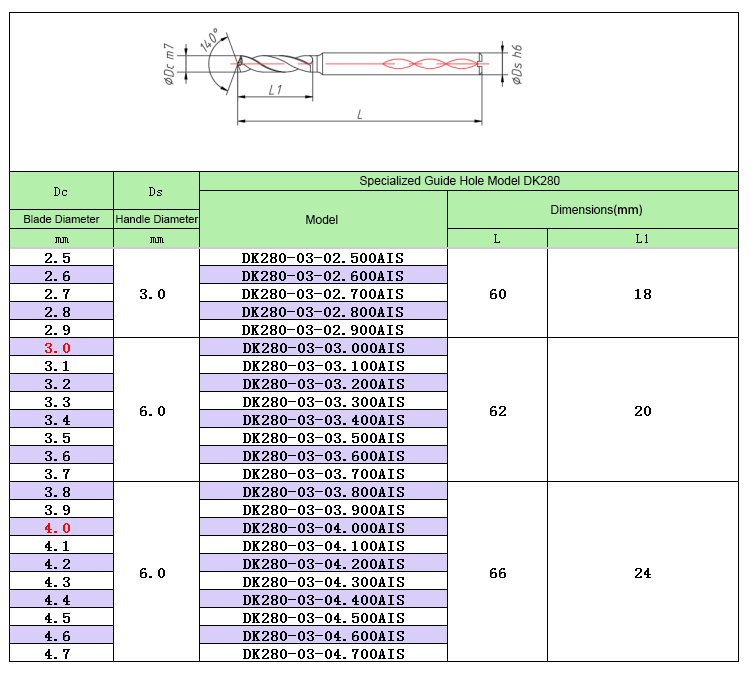
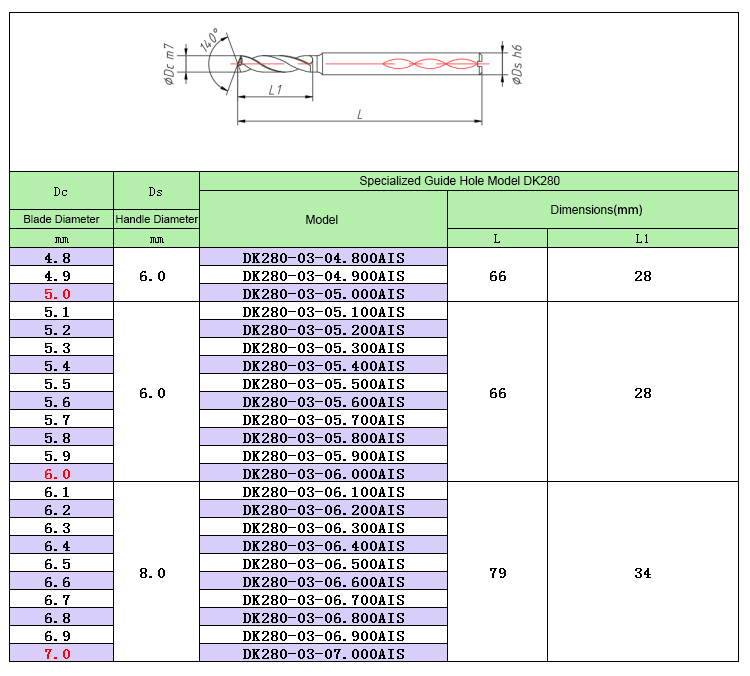
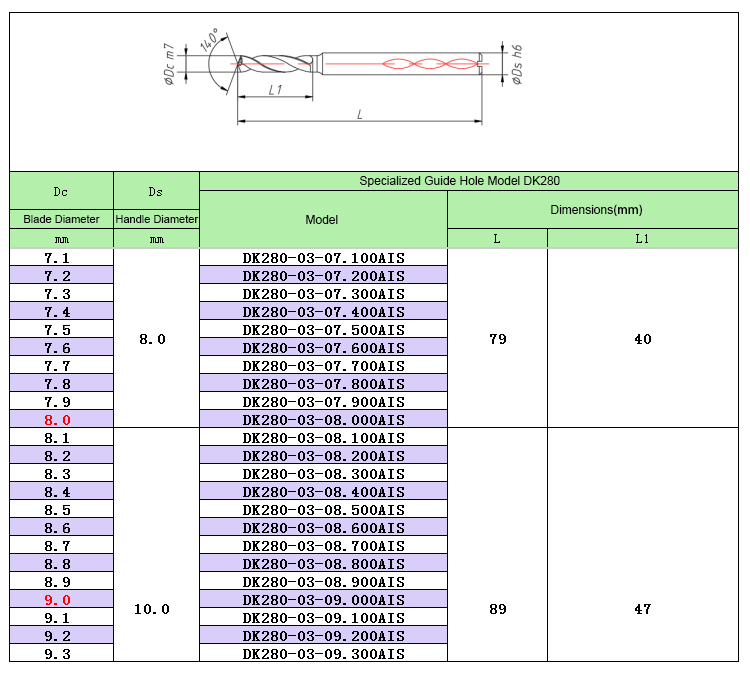
Non-Standard Customization: When our stock cannot meet your requirements, we provide professional and precise non-standard customization. Simply select the series you need.

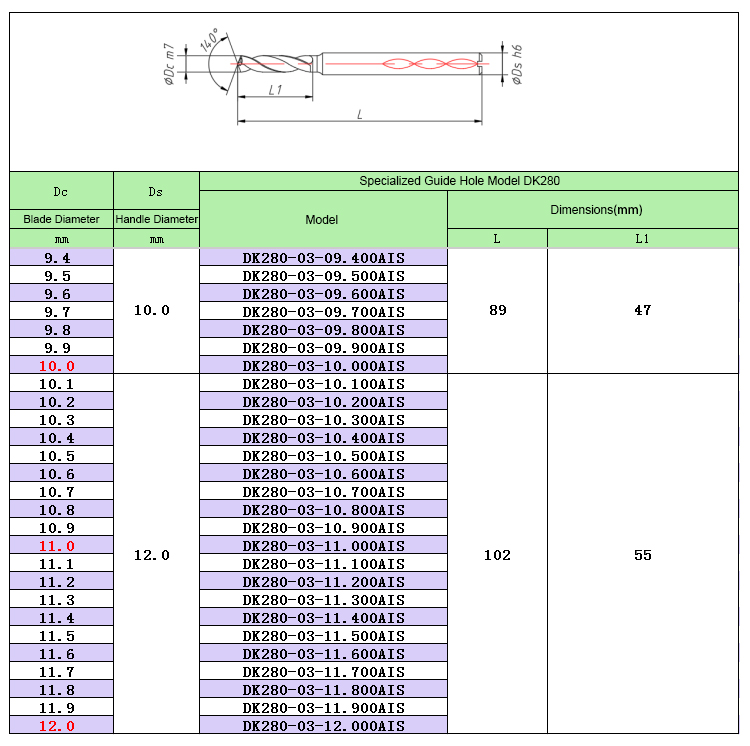
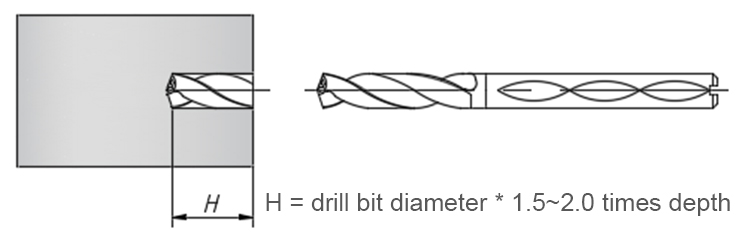
Use a dedicated pilot drill or DK280 series 3D standard stock. Select a drill with a blade diameter Dc 0.02-0.05mm larger than that of the MDH type deep hole drill. It is recommended to deepen the pilot hole as much as possible.
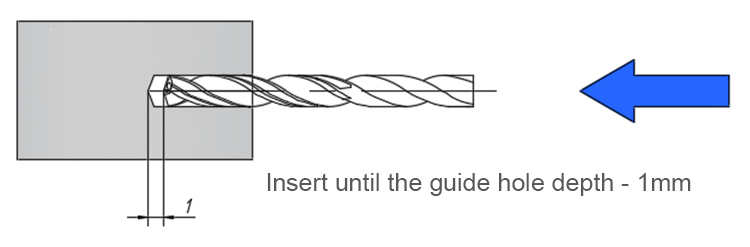
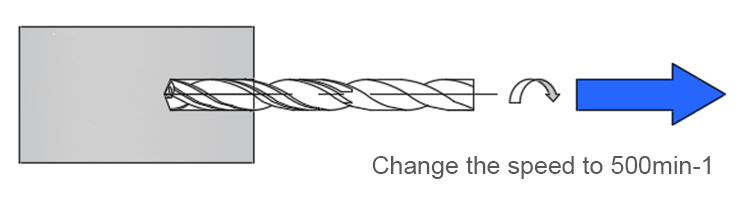
Insert the MDH deep hole drill into the guide hole at low speed. Recommended parameters:
Speed: 500 min-1 | Feed Speed: 1000 ~ 2000 mm/min
Increase the speed to the designated cutting speed, and then perform cutting feed. Since some CNC machine tools might issue feed instructions before reaching full set speed, entering a pause instruction before the feed instruction is recommended.
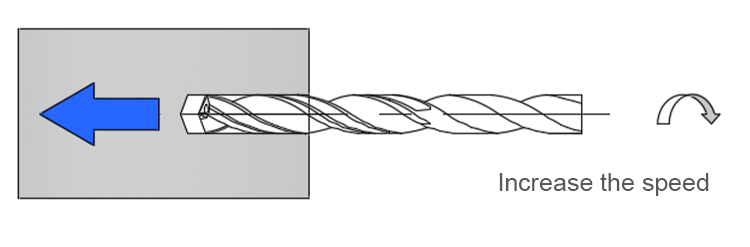
After processing, reduce speed before pulling the drill out of the workpiece. Recommended parameters:
Speed: 500 min-1 | Feed Speed: 1000 ~ 2000 mm/min
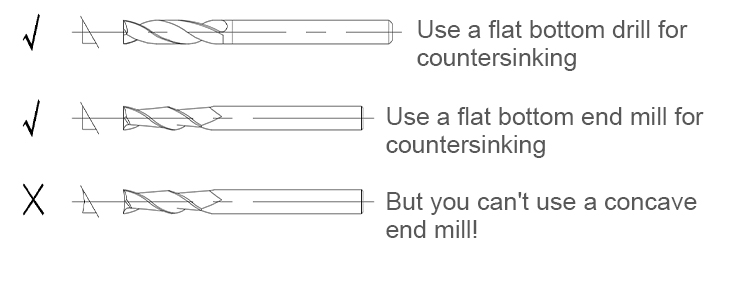
When the guide hole tool has a bevel entrance, the flat bottom surface needs to be processed first.



Features a J-type chip removal groove shape designed to maintain stable chip evacuation during deep hole processing.
Capable of highly efficient processing for holes up to 20 times the drill diameter (e.g. blade diameter equivalent to S48C) at Vf-1000mm/min or more.
Equipped with an RX chisel shape that minimizes cutting resistance for high-efficiency machining.
Utilizes a special high-lubricity and high-wear-resistance coating to extend tool life across diverse materials.
Ensures a long and stable tool life by optimizing chip removal performance and lowering load fluctuations on the spindle.

Fully supports MQL (Minimal Quantity Lubrication) and dual-liquid spray cooling methods, discharging oil and water simultaneously for a cleaner, eco-friendly footprint.










